1) Ten/Ta/Toobrovskýnerovnostion cena
Mystačí jen utratito20–40 tisíc USD nalaminovanévýrobačárapodle velikostivybavení. Jánemohl'nebude to pro nás lepšíif je to spřaženéssklo leštička hranasklopračky, Tkdyž můžeme vyrábět vysoce kvalitnívrstvené sklo s relativně nízkou investicíA který se vám velmi rychle odvděčí.
Ináklady na t140–350 tisícUSD navýrobní linka autoklávuk výrobě vrstveného skla PVB, asvýrobní linka by měla býtspolu stermostatická komora, válcové lisy, pračky, leštičky hran, řezací stroj na sklo,a sekundárnígenerátor. WPokud investujeme tolik peněz do výrobní linky v autoklávu, je to pro nás velmi riskantní, protože se nám vrací mnohem pomaleji.
2) Různépostupy zpracování.
Ten/Ta/Toprovozní procesVýrobní linka v autoklávu je složitá,atechnické požadavky jsou relativně vysoké. Zaprvé,je to pro nás opravdu náročnéstřihžádoucísklo
chyby měření do 2 mm, jinak bublina se v průběhu objeví.A pakmusíme projít všemi následujícími postupy, leštěnímtenokraj, mytí skla, spojení dvou skel s fólií mezi nimi, dvojité zahřátí a srolování, zatavení okrajů, tvarování v autoklávu zahřátím a lisováním a nakonec ochlazení.OPouze tímto způsobem můžeme vyrobit vrstvené sklo.Bale dokončení celého procesu trvá asi 6 hodin a je to technicky velmi náročnénaovládání času a teploty.OJakmile v nějakém procesu uděláme chybu, všechnyúsilí přicházínadarmo, protože všechno sklo je k ničemu.Gpostupně na jeho místo nastupuje rozvíjející se linka na výrobu laminátu.
Tproces Fangdingvýrobní linka vrstveného sklaje poměrně jednoduchý a snadno ovladatelný s snadno zvládnutelnou výrobní technologií.WIdeální laminované sklo lze získat vysáváním a ohřevem skla v zařízení pořezání, leštění, mytí, lepení.Ten/Ta/Tocelý proces jePLCprovozováno tak, abychom mohli zvýšit efektivitu a získat požadované sklo.
3) Různépracovní výkon zařízení.
PVB lamináted produkcečárais moced by 500kW,so spotřebanaelektřinaje obrovský a obvykle vyžaduje transformátor.Výrobní linka EVA laminátuje zjednodušený s nízkou spotřebou elektřiny.Ije poháněn30kW-75kW podle různé velikosti zařízení.
4) Různévýrobní cyklus a výroba
IVýroba skla nám trvá 6 hodins PVB laminacíed produkcečára. Wčepice'Ještě horší, musíme se přizpůsobit.tendobu až delší v závislosti na počtu a tloušťce skla.AV důsledku toho můžeme dokončit výrobu skla pouze jednou denně s 400㎡-600㎡sklo.
ONaopak, výroba skla nám trvá 1–2 hodinyaFANGDINGvýrobní linky vrstveného sklaKromě toho můžeme vyrábět 4krát denně.Takestřednínapříklad laminované zařízení velikosti -.Toje 2 m dlouhý, 3 m široký a má 3 vrstvy.It produkuje 54㎡ jednou za čas, 4krát denně, pak můžeme dostat 216㎡sklo, takže výroba je srovnatelná s autoklávováním a zároveň náklady jsou nízké.IPokud je objednávka relativně malá, je to opravduziskovýsEVAlaminovaná výrobní linka.
5) Principy výrobyvrstvené skloje jiný.
Fangdingvrstvené sklovýrobní linkavyužívá princip vysoké teploty a vakua při výrobě vrstveného skla.Tradiční EVAFólie je druh tavné fólie. EVA fólie se při vysoké teplotě roztaví a těsně slepí sklo.
Zároveň by se TPU fólie mohla použít v našem vrstveném sklestroj.
Hvysoký tlakautoklávPVB laminované sklo využívá kombinované zahřívání skla a vysoký tlak k výrobě vrstveného skla.nNejprve je třeba srolovat spojené sklo a poté ho vložit do autoklávu na sklo, kde na povrch skla působí tlak vzduchu. Tlak na sklo musí být vyšší než 13 kg na centimetr čtvereční. Účelem je vytlačit vzduchové bubliny ze sloučeného skla. Zároveň je třeba sklo zahřát vysokou teplotou. Poté lze vyrobit vrstvené sklo PVB.
6) Zařízení pokrývá oblast, která se liší.
Vysokotlaká výrobní linka PVB potřebuje přibližně8M (Ž) *60Výrobní prostor M (L), pokrývá velkou plochu a výrobní proces je dlouhý.
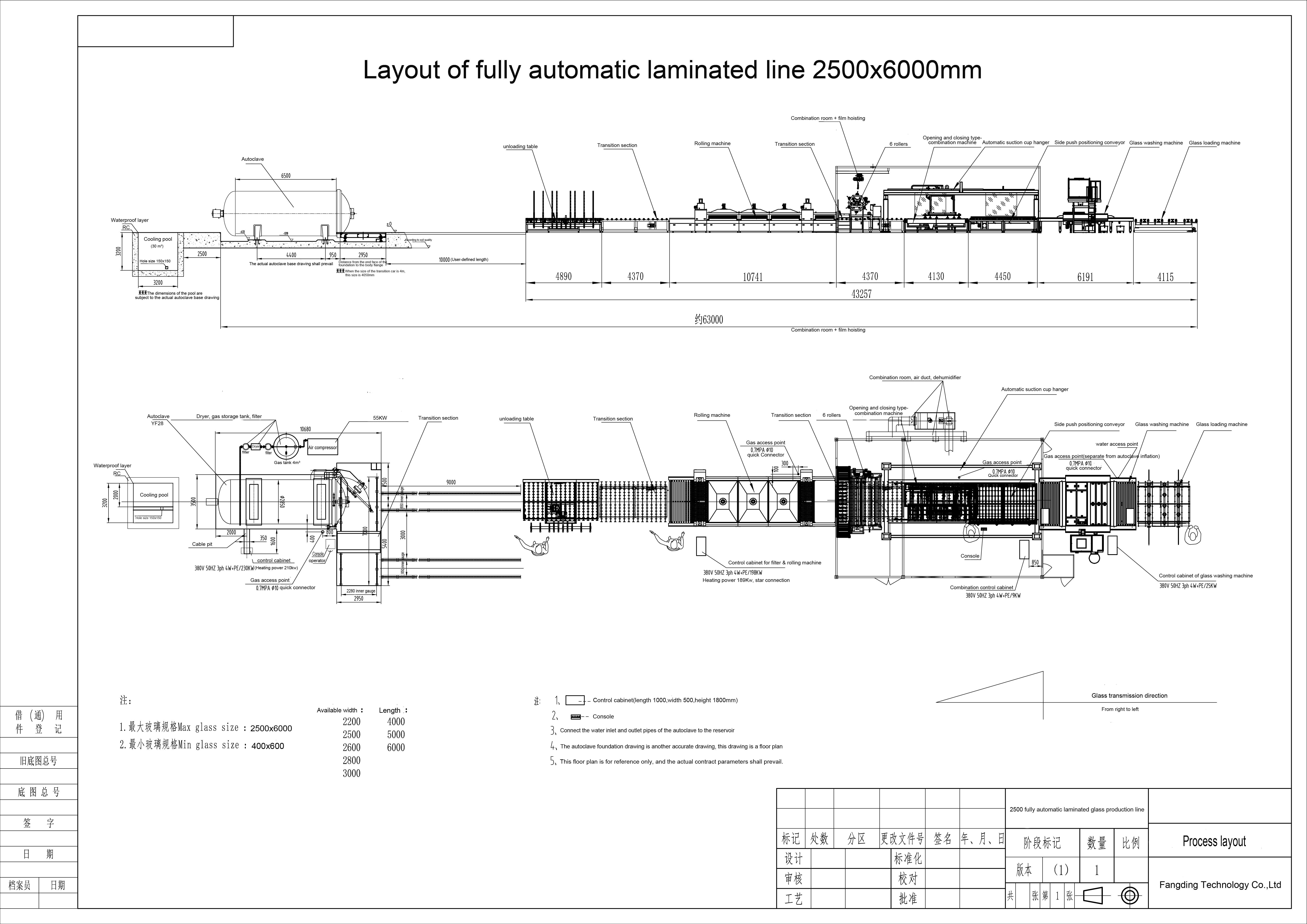
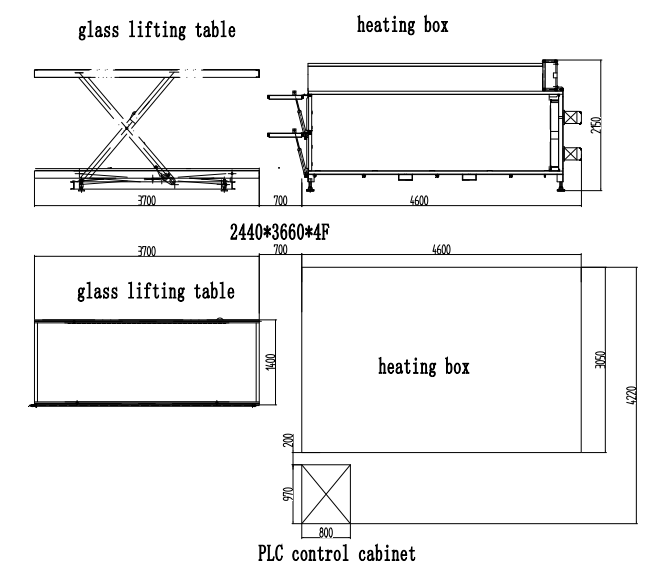
NášPotřeby výrobní linky vrstveného skla5M (Ž) *10M (L) místo pro výrobu, pokrývá malou plochu, výrobní proces je jednoduchý a snadno se obsluhuje.
7) Počet pracovníků obsluhujících zařízení se liší.
NášVýrobní linka vrstveného skla využívá řídicí systém PLC, takže sklo obvykle vyrábějí dva pracovníci. Šetří se tak pracovní síla i peníze.
Výrobní linka na autoklávování PVB skla je delší než zařízení na laminované sklo EVA. Zařízení na laminované sklo PVB se skládá hlavně ze tří částí: vysokotlakého autoklávu, válcového stroje a místnosti s konstantní teplotou. Zařízení proto vyžaduje k provozu více lidí.
8)Způsoby skladování filmu se liší.
Fólie je jedním z hlavních spotřebních materiálů pro vrstvené sklo. Proto je důležitá pro výrobu bezpečnostního skla.
PVB fólie jsou za normálních skladovacích teplot lepkavé, což je náročnější na prostředí. Fólie vyžaduje skladování v místnosti s konstantní teplotou a vlhkostí. Proto podniky potřebují speciálně vybudované chladicí sklady pro fólie, což zvyšuje výrobní náklady podniku.
Nášfilm(Věžná expedice), za normálních teplotních podmínek pro skladování je bez viskózy, nemá přísné požadavky na prostředí, pouze požadujte skladovací místo čisté a ne vysokoteplotní.
9) Kvalita produktů se liší.
1. Ten/Ta/ToPrůhlednost EVA je 90 %,nebo tak nějak, lze vyrobit skleněné fasády, neprůstřelné sklo, bezpečnostní dveře a okna, vrstvené sklo, vnitřní dekorativní vrstvené sklo, vrstvené sklo pro solární baterie atd.
Průhlednost vrstveného skla PVB je lepší než EVA, průhlednost může dosáhnout více než 92%. Vrstvené sklo PVB lze použít v automobilech, projektech skleněných fasád, neprůstřelném skle atd.
2. Vrstvené sklo EVA je lepší než vrstvené sklo PVB, co se týče odolnosti vůči povětrnostním vlivům a vodě. Protože vrstvené sklo EVA používá tavnou fólii, může být lépe spojeno se sklem. Tato vlastnost je u tvrzeného vrstveného skla důležitější. Lepivost EVA je lepší než u PVB.
3. Intenzita vrstveného skla PVB > EVA. Ale je to jen malý rozdíl. Nezáleží na tom, zda se jedná o vrstvené sklo EVA nebo PVB.wkteré lze použít na architektonické sklo, neprůstřelné sklo, sklo dveří a oken atd.
10) Zařízení dokáže vyrábět různé druhy bezpečnostního skla.
1,Naše vysoce kvalitníZařízení na laminované sklo dokáže nejen vyrábět Architektonické vrstvené sklo, obloukové vrstvené sklo, neprůstřelné sklo, vzorované sklo, vrstvené sklo se solárními bateriemi a umělecké sklo, jako například: vrstvené květiny/obrazy/látkové/mramorové sklo atd. Vrstvené sklo s LED diodami, soukromé sklo a přepínatelné sklo.
2,Zařízení na vrstvené sklo PVB se obecně používá k výrobě čelních skel automobilů, skleněných obvodových plášťů a neprůstřelného skla. Výrobní proces vrstveného skla PVB má totiž mnoho vad: například teplota a vysoký tlak, které brání výrobě uměleckého vrstveného skla a dalších typů skla.
11) Cena produktu se liší.
Výrobní náklady vrstveného skla EVA jsou výrazně nižší než u vrstveného skla PVB. Protože vrstvené sklo EVA je nižší než vrstvené sklo PVB, ať už jde o spotřebu elektřiny, lidskou zátěž nebo výrobní proces. Níže uvedené informace slouží k porovnání:
12) Zařízení pro laminované sklo vhodné pro trh se liší.
Ten/Ta/ToFangdingZařízení na laminované sklo, malé investice, nižší spotřeba elektřiny, menší počet zaměstnanců, množství produkce lze flexibilně upravovat podle trhu a širokého trhu. Lze jej tedy použít ve většině zemí. Je to velmi dobrý investiční cíl!
Zařízení na laminované sklo PVB, velké investice a více elektřiny, velký výnos, zaměstnává více lidí. Specifický rozsah trhu. Obvykle se používá ve větší populaci, bohaté zdroje elektrické energie jsou levné a národní oblast větších zemí.
13) Údržba zařízení je odlišná.
FANGIDNGVýrobní linka zařízení na laminované sklo je velmi krátká, výrobní technologie a údržba zařízení jsou snadné. Výměna poškozených dílů je jednoduchá a pohodlná, náklady na údržbu nízké.
Výrobní linka na zařízení na laminované sklo PVB je delší, náhradních dílů na údržbu zařízení je více, náklady na údržbu jsou vyšší. A není snadné sehnat náhradní díly na trhu.
14) Stupeň bezpečnosti zařízení zpracovávajících bezpečnostní sklo se liší.
Naše technologie zpracování vrstveného skla je jednoduchá, konstrukce zařízení je vědecká a rozumná, hlučnost je nízká a index bezpečnosti je vysoký.
Výrobní cyklus zařízení na vrstvené sklo PVB je delší, celý kus skla se vyrábí v autoklávu. Při zahřátí PVB fólie v autoklávu snadno uvolňuje hořlavý plyn a sklo musí být izolováno dřevěnou páskou, která se snadno zapálí elektřinou, což představuje určité nebezpečí.
15) Náklady na přepravu zařízení se liší.
Naše zařízení na laminované sklo, navržené vědecky a rozumně pro pozemní i námořní přepravu, šetří náklady na dopravu. Obecně řečeno, jeden 20stopý kontejner pojme jednu sadu zařízení na laminované sklo EVA a dostatek fólie EVA, což zákazníkovi ušetří spoustu peněz.
Výrobní linka na zařízení na laminované sklo PVB je dlouhá, velmi těžká, instalace je obtížná a náklady na dopravu jsou obrovské, což výrazně zvyšuje výrobní náklady.
16) Naše zařízení na výrobu vrstvených skel dokáže použít TPU fólii k výrobě vrstvených skel TPU, zejména neprůstřelných a čelních skel. A může pracovat s autoklávem k výrobě obloukově vrstvených skel. To je pro továrnu velmi důležité.
Čas zveřejnění: 30. července 2021


