1)obrovskýrozdílyon cena
Mystačí utratito20–40 tisíc USD na alaminovanévýrobačárapodle velikostizařízení. jánemohl'ať to pro nás nebude lepšíif je to spřaženossklo leštička hranasklopračky, Tmůžeme vyrábět vysoce kvalitnívrstvené sklo s relativně malými investicemi. A která se vám velmi rychle vrátí.
It náklady140-350 tisícUSD navýrobní linka autoklávuk výrobě PVB vrstveného skla, asvýrobní linka by měla býtspolu stermostatická komora, válečkové lisy, myčka, leštičky hran, stroj na řezání skla,a sekundárnígenerátor. WJsme vysoce ohroženi, pokud investujeme tolik peněz do výrobní linky autoklávu, zatímco se vrací mnohem pomaleji.
2) Různépostupy zpracování.
Theprovozní procesautoklávová výrobní linka je složitá,atechnické požadavky jsou poměrně vysoké. První,je to pro nás opravdu náročnéstřihpožadovanýsklo
chyby měření do 2 mm, jinak bublina se objeví v procesu.A pakmusíme projít všemi následujícími procedurami, leštěnímaokraj, mytí skla, položení dvou sklenic k sobě s fólií mezi nimi, zahřátí a dvakrát svinutí, zatavení hran, vytvarování do tvaru v autoklávu zahřátím a lisováním a nakonec ochlazení.OPouze tímto způsobem můžeme vyrobit vrstvené sklo.BDokončení celého procesu stojí asi 6 hodin a je vysoce technicky náročnénakontrola času a teploty.Ojakmile uděláme chybu v nějakém procesu, všechnypřichází úsilímarně, protože všechna skla jsou k ničemu.Gpostupně nastupuje rozvíjející se laminovaná výrobní linka.
Tzpracovává Fangdinglinka na výrobu vrstveného sklaje poměrně jednoduchý a snadno ovladatelný s výrobní technologií snadno zvládnutelnou.WIdeální laminátové sklo lze získat vysáváním a ohřevem skla v zařízení potéřezání, leštění, mytí, lepení.Thecelý proces jePLCprovozován tak, abychom mohli zvýšit účinnost a získat požadované sklo.
3) Různépracovní výkon pro zařízení.
PVB lamináted výrobačárais moced by 500kW,so spotřebunaelektřinaje obrovský a obecně vyžaduje transformátor.EVA laminátová výrobní linkaje zjednodušený s nízkou spotřebou elektrické energie.It je napájen30kw-75kw podle různé velikosti zařízení.
4) Různévýrobní cyklus a výroba
IDokončení výroby skla nám trvá 6 hodins PVB laminátemed výrobačára. Wčepice'je horší, musíme se přizpůsobitadobu i delší podle počtu a tloušťky skla.AVýsledkem je, že výrobu skla můžeme dokončit pouze jednou denně se 400㎡-600㎡sklo.
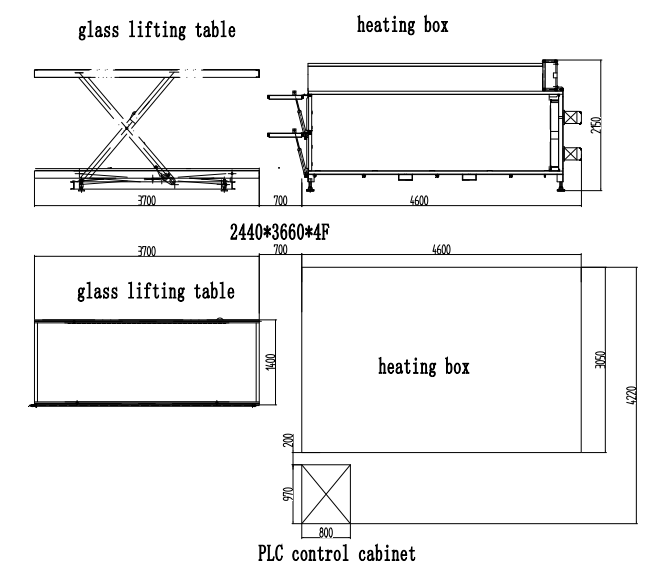
Onaopak výroba skla nám trvá 1-2 hodinyanFANGDINGlinky na výrobu vrstveného skla. Kromě toho můžeme pokračovat ve výrobě 4krát denně.Takestřední- například laminované vybavení velikosti.Toje 2m dlouhý, 3m široký a 3vrstvý.It vyrábí 54㎡ jednou za čas, 4krát denně, pak můžeme dostat 216㎡sklo tak, aby se výroba vyrovnala autoklávu při nízkých nákladech.IPokud je objednávka relativně malá, je tomu takziskovýs aEVAlaminovaná výrobní linka.
5) Principy výrobyvrstveného sklaje jiný.
Fangdingvrstvené sklovýrobní linkavyužívá princip vysoké teploty a vakua při výrobě vrstveného skla.Tradiční EVAfólie je druh horké taveniny, fólie EVA se při vysoké teplotě roztaví. A které sklo k sobě těsně přilepí.
Současně lze TPU fólii použít v našem vrstveném sklestroj.
Hvysoký tlakautoklávPVB vrstvené sklo využívá kombinované zahřívání skla a vysoký tlak k výrobě vrstveného skla. KterýnKombinovanou sklenici je třeba nejprve válet a poté vložit do skleněného autoklávu a přidat tlak vzduchu na povrch skla. Tlak na sklo potřebuje více než 13 kg na centimetr čtvereční. Účelem je vytlačit vzduchovou bublinu, která je v kombinovaném skle. A zároveň je třeba zahřát sklo vysokou teplotou. Poté mohlo být vyrobeno PVB vrstvené sklo.
6) Oblast pokrytí zařízení je různá.
PVB vysokotlaká výrobní linka potřebuje asi8M (W) *60Výrobní prostor M (L), pokrývá velkou plochu a výrobní proces je dlouhý.
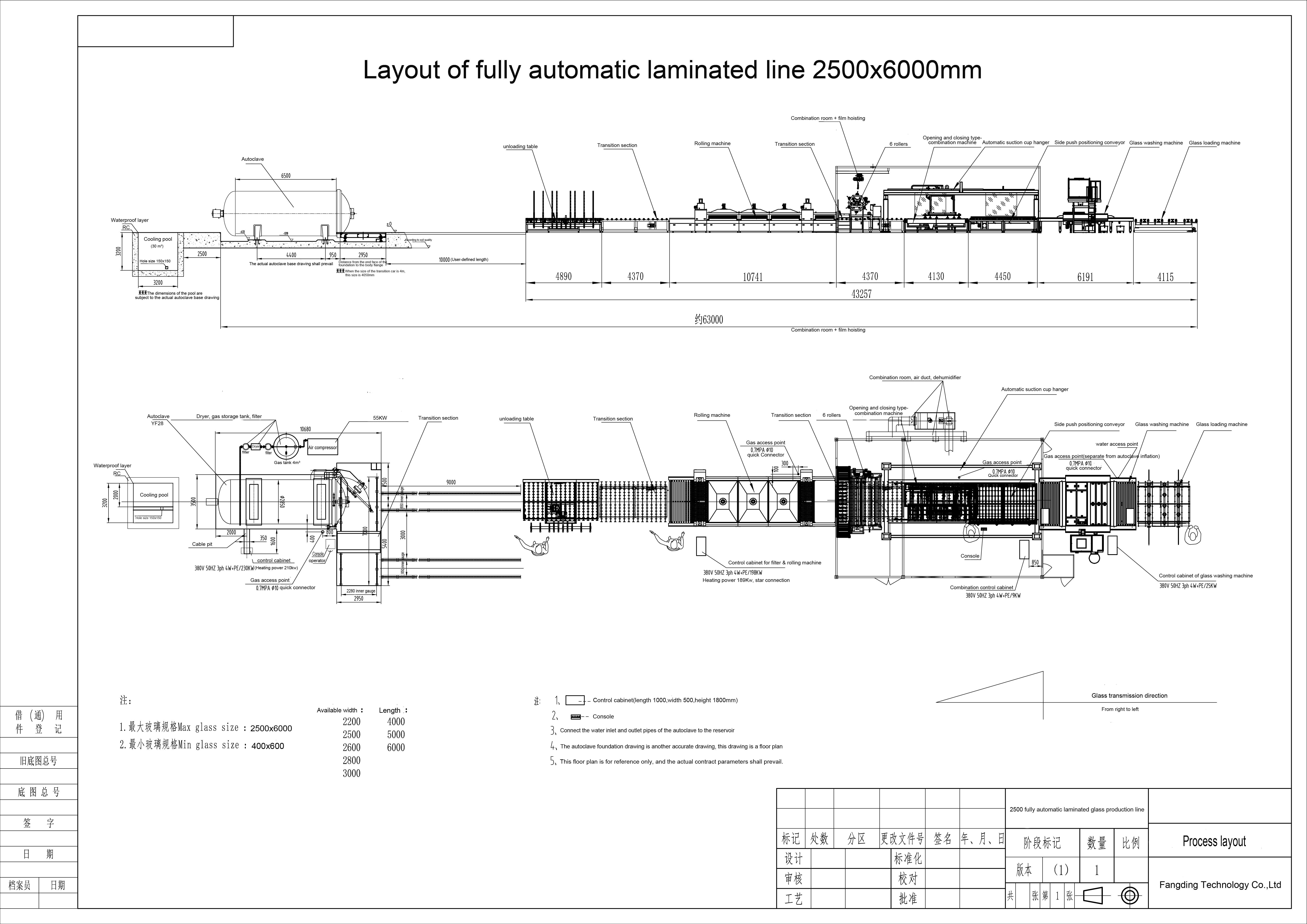
Nášpotřeby linky na výrobu vrstveného skla5M (W) *10M (L) místo pro výrobu, plocha pokrytí je malá, výrobní proces je jednoduchý a snadno ovladatelný.
7) Množství pracovníků, kteří obsluhují zařízení, je různé.
Nášlinka na výrobu vrstveného skla využívá řídicí systém PLC, obvykle mají dva pracovníci, kteří mohou vyrábět sklo. Je to tedy úspora pracovních sil a úspora vašich peněz.
Výrobní linka autoklávu na sklo PVB je delší než zařízení na vrstvené sklo EVA. Zařízení na vrstvené sklo PVB má hlavně tři části: Vysokotlaký autokláv, válečkový stroj, místnost s konstantní teplotou. Zařízení tedy potřebuje k provozu více lidí.
8)Způsoby skladování filmu jsou různé.
Fólie je jedním z hlavních spotřebních materiálů pro vrstvené sklo. Fólie je tedy důležitá pro výrobu bezpečnostního skla.
PVB fólie za normálních teplotních podmínek pro skladování jsou lepkavé, které jsou náročnější na životní prostředí, fólie vyžaduje skladování v místnosti se stálou teplotou a vlhkostí. Podnik proto potřebuje speciálně vybudované chladírenské sklady pro fólie, které zvyšují výrobní náklady podniku.
Nášfilm(EVA), za normálních teplotních podmínek pro skladování je bez viskózní, nemá přísné požadavky na životní prostředí, pouze požadavky na skladovací prostory jsou čisté a ne vysoké teploty.
9) Kvalita produktů se liší.
1. ThePrůhlednost EVA je 90%,nebo tak, může vyrobit skleněnou záclonovou stěnu, neprůstřelné sklo. bezpečnostní dveře a okna vrstvená skla, vnitřní dekorativní vrstvená skla, vrstvená skla solární baterie atd.
Průhlednost PVB vrstveného skla je lepší než EVA, průhlednost může dosáhnout více než 92%. Vrstvené sklo PVB lze použít v autě, projekt skleněných závěsů, neprůstřelné sklo atd.
2. Vrstvené sklo EVA je vynikající PVB vrstvené sklo v odolnosti proti povětrnostním vlivům a vodě. Protože vrstvené sklo EVA využívá tavnou fólii, lze ji lépe spojit se sklem. Tato vlastnost je důležitější pro tvrzené vrstvené sklo. Přilnavost EVA je lepší než PVB.
3. Intenzita vrstveného skla PVB > EVA. Ale je to jen malá mezera. Bez ohledu na vrstvené sklo EVA nebo PVBwkteré lze použít na architektonické sklo, neprůstřelné sklo. sklo okenních dveří a tak dále.
10) Zařízení může vyrábět druhy bezpečnostních skel se liší.
1,Náš prvotřídnívrstvené sklo zařízení může nejen vyrábět architektonické vrstvené sklo, obloukové vrstvené sklo, neprůstřelné sklo, vzorované sklo, vrstvené sklo na solární baterie a umělecké sklo, jako jsou: vrstvené květiny / obrázky / tkanina / mramorové sklo a tak dále. LED vrstvené sklo, ochranné sklo a přepínatelné sklo.
2,Zařízení z PVB vrstveného skla obecně používané k výrobě čelních skel automobilů, skleněných závěsů, neprůstřelných skel. Protože proces výroby PVB vrstveného skla má mnoho nedostatků: Stejně jako teplota a vysoký tlak, které brání výrobě uměleckého vrstveného skla a jiného typu skla.
11) ,Náklady na produkt se liší.
Náklady na výrobu vrstveného skla EVA jsou mnohem nižší než u vrstveného skla PVB. Protože vrstvené sklo EVA jak ve spotřebě elektřiny, tak při používání lidí nebo ve výrobním procesu, náklady jsou nižší než u vrstveného skla PVB. Níže uvedené informace jsou srovnání:
12) Zařízení z vrstveného skla vhodné pro trh se liší.
TheFangdingzařízení z vrstveného skla, malé investice, menší spotřeba elektřiny, méně zaměstnávání, množství výroby lze flexibilně přizpůsobit trhu podle širokého trhu. Lze jej tedy použít ve většině zemí. Je to velmi dobrý investiční cíl!
Zařízení PVB vrstveného skla, velké investice a více elektřiny, velký výnos zaměstnávají více lidí. specifický rozsah trhu. Obvykle se používá v populaci více, zdroje elektrické energie bohaté na levné, národní oblast větší země.
13) Údržba zařízení je odlišná.
FANGIDNGvýrobní linka zařízení na vrstvené sklo je velmi krátká, technologie výroby a údržba zařízení jsou snadné. výměna poškozených dílů je jednoduchá, pohodlná, náklady na údržbu jsou nízké.
Výrobní linka zařízení z PVB vrstveného skla je delší, dílů pro údržbu zařízení je více, náklady na údržbu jsou vyšší. A není snadné získat náhradní díly z trhu.
14) Stupeň bezpečnosti bezpečnostního skla pro zpracování zařízení je jiný.
Naše technologie zpracování vrstveného skla je jednoduchá, design zařízení vědecký a rozumný, hluk je malý, s vysokým indexem bezpečnosti.
Výrobní cyklus zařízení PVB vrstveného skla je delší, celé sklo je vyrobeno v autoklávu. když se zahřeje, PVB fólie snadno produkuje hořlavý plyn v autoklávu a sklo musí být izolováno dřevěným pásem, který je snadno vypalován elektřinou, má určité nebezpečí.
15) Náklady na dopravu zařízení se liší.
Naše zařízení z vrstveného skla, navržené vědecky a přiměřeně pro pozemní a námořní dodávky, šetří náklady na dopravu, obecně řečeno jeden 20 stopový kontejner může nést jednu sadu zařízení z vrstveného skla EVA a dostatek EVA fólie, což zákazníkovi ušetří spoustu peněz.
Výrobní linka zařízení na výrobu vrstveného skla PVB je dlouhá, velmi těžká, instalace je obtížná, náklady na dopravu jsou obrovské, což výrazně zvýšilo výrobní náklady.
16) Naše zařízení z vrstveného skla by mohlo přijmout film TPU pro výrobu vrstveného skla TPU, zejména v neprůstřelném a čelním skle vrstveném skle. A mohl pracovat s autoklávem a vyrábět obloukové vrstvené sklo. To je pro továrnu velmi důležité.
Čas odeslání: 30. července 2021